 上海申中气体有限公司
上海申中气体有限公司二保焊(二氧化碳气体保护焊)与氩弧焊(钨极惰性气体保护焊,TIG)是两种常见的焊接方法,二者在原理、设备、工艺和应用场景上存在显著差异。以下是两者的主要区别:
一、焊接原理与核心差异
| 特性 | 二保焊(MIG/MAG) | 氩弧焊(TIG) |
|---|---|---|
| 保护气体 | 主要用CO₂或Ar+CO₂混合气(MAG),纯Ar(MIG) | 纯氩气(Ar)或氦气(He) |
| 电极类型 | 焊丝(消耗性电极,连续送丝) | 钨极(非消耗性电极,不熔化) |
| 电弧特性 | 电弧稳定,熔深较大,飞溅可能较高 | 电弧柔和,热输入集中,飞溅极低 |
| 熔池控制 | 焊丝送进速度影响熔池,需配合电流电压调节 | 手工控制钨极与焊缝距离,操作灵活性高 |
二、设备与操作差异
- 设备复杂度
- 二保焊:设备简单,送丝机与焊枪一体化,适合自动化或半自动化生产。
- 氩弧焊:需单独的钨极夹持装置和气体保护系统,设备成本较高。
- 操作难度
- 二保焊:新手易上手,适合连续焊接(如直线焊缝),但对焊缝成型控制能力要求较低。
- 氩弧焊:需熟练控制钨极角度、焊枪移动速度和填丝技巧,适合高精度焊接(如薄板、管件)。
三、焊接效果与质量
| 特性 | 二保焊 | 氩弧焊 |
|---|---|---|
| 焊缝外观 | 焊缝较宽,表面可能存在飞溅,需打磨 | 焊缝窄而美观,无飞溅,无需后处理 |
| 热影响区(HAZ) | 较大,可能影响材料性能 | 较小,热输入精准,变形小 |
| 气孔敏感性 | 气体纯度不足或操作不当易产生气孔 | 惰性气体保护完全,气孔风险极低 |
| 适用材料厚度 | 适合中厚板(1mm以上) | 适合薄板(0.5mm以下)及精密焊接 |
四、应用场景对比
- 二保焊适用场景
- 结构件焊接:如钢结构、船舶、桥梁等大厚度材料。
- 高效生产:自动化焊接线(如汽车制造)。
- 低成本需求:对焊缝外观要求不高的场景。
- 氩弧焊适用场景
- 高精度焊接:如航空航天、压力容器、食品设备。
- 薄板焊接:如铝合金门窗、不锈钢厨具。
- 异种金属焊接:如铜与钢的焊接(需专用钨极和工艺)。
五、成本与效率
| 指标 | 二保焊 | 氩弧焊 |
|---|---|---|
| 材料成本 | 焊丝价格低,气体成本中等(CO₂最便宜) | 钨极和氩气成本较高 |
| 焊接速度 | 快(适合厚板) | 慢(需精细操作) |
| 人工成本 | 较低(新手易上手) | 较高(需熟练焊工) |
六、总结与选择建议
- 选二保焊的情况
- 需要高效率、低成本焊接。
- 焊接材料较厚(>1mm),对焊缝外观要求不高。
- 自动化或半自动化生产环境。
- 选氩弧焊的情况
- 焊接材料薄(<0.5mm)或对焊缝质量要求极高。
- 需焊接高合金钢、铝合金、钛合金等敏感材料。
- 精密焊接或异种金属连接。
直接结论:
- 二保焊以效率、成本和厚板焊接能力见长,适合工业大规模生产。
- 氩弧焊以精度、质量和薄板焊接能力为核心优势,适合高端制造和特殊材料焊接。
- 实际选择需结合材料、工艺要求、成本预算和焊工技能综合评估。

上海申中气体有限公司是专业的工业气体生产厂家,公司依托先进的科技之源,严格的科学管理态度,以独特的管理理念和经营思路,促进企业的发展。公司主要经营常规气体:氧气、氮气、氩气、氦气、氢气、甲烷、丙烷等瓶装压缩气体和溶解乙炔,液氧、液氮、液氩、干冰等深冷液化气体。其中特种气体广泛应用于航天、电子、光纤通讯、机械制造、食品、医疗等众多领域,可为稀有行业及特种行业等高端制造客户提供新选择。
如需要松江氩气、高纯氩气、氩气送货上门、上海氩气,请联系我们。
高纯氩气价格咨询电话:021-67858590,QQ:2904743912
| 上海什么地方有卖氩气 | 上海高纯氩气 | 上海氩气配送 |
| 上海氩气实时价格 | 上海氩气瓶租用 | 上海氩气送货上门 |
| 上海5N高纯氩气 | 附近哪里可以充氩气 | 上海氩气站电话 |
未经允许不得转载:上海申中气体有限公司 » 二保焊与氩弧焊区别
 氩弧焊焊不锈钢法兰用多大电流
氩弧焊焊不锈钢法兰用多大电流 氩弧焊氩气流量调多少最好
氩弧焊氩气流量调多少最好 电子特气在电子元件制造行业有什么作用
电子特气在电子元件制造行业有什么作用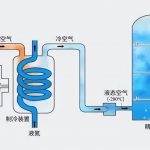 氩气是怎么生产出来的
氩气是怎么生产出来的 半导体行业使用氩气有什么作用
半导体行业使用氩气有什么作用 实验室使用的氩气有什么特点
实验室使用的氩气有什么特点
评论前必须登录!
登陆 注册