 上海申中气体有限公司
上海申中气体有限公司焊不锈钢时氩气流量通常控制在8-15L/min之间,具体需根据焊接电流、喷嘴直径、板材厚度及焊接环境等因素调整,以下为详细说明:
一、核心参数关系
- 喷嘴直径决定基准流量
氩气流量与喷嘴直径呈正相关,计算公式为:
氩气流量(L/min)= 喷嘴直径(mm)× 系数(0.8-1.2)- 喷嘴直径8mm时,流量范围:6.4-9.6L/min(取系数0.8-1.2)。
- 喷嘴直径10mm时,流量范围:8-12L/min(常用中值10L/min)。
- 喷嘴直径12mm时,流量范围:9.6-14.4L/min。
实际应用中,喷嘴直径每增加2mm,流量需等比提升以维持保护气层完整性。
- 电流强度影响流量调节
- 小电流(50-150A):氩气流量8-10L/min。
- 中电流(150-250A):氩气流量12-15L/min。
- 大电流(>250A):每增加50A电流,流量递增基准值10%(如300A时流量可达15-18L/min)。
典型工况下,每百安培电流约需增加3-5L/min流量。
二、关键调节场景
- 板材厚度差异
- 薄板(<3mm):流量控制在8-10L/min,避免气流过大导致熔池冷却过快或紊流。
- 厚板(≥3mm):流量需提升至12-15L/min,确保熔池深层充分保护。
- 焊接位置影响
- 平焊:流量可按基准值调节(如10mm喷嘴用10L/min)。
- 立焊/仰焊:流量增加10%-20%(如10mm喷嘴用11-12L/min),补偿重力导致的保护气流失。
- 环境因素修正
- 室内焊接:碳钢/不锈钢流量通常5-7L/min(基础值),不锈钢因活性较高可上调至8-10L/min。
- 室外焊接:铝合金/钛合金需10L/min左右,不锈钢在风速>2m/s时建议流量≥12L/min,并采取挡风措施。
三、异常后果与动态调整
- 流量不足(<8L/min)
- 保护层破裂,焊缝氧化发黑,可能伴随气孔。
- 解决方案:逐步增加流量至氧化现象消失,同时检查喷嘴是否堵塞。
- 流量过大(>15L/min)
- 气流紊流卷入空气,焊缝表面出现气孔或粗糙。
- 解决方案:降低流量至气孔消失,检查喷嘴直径是否匹配电流(如200A电流配12mm喷嘴时流量不应超过14.4L/min)。
- 焊接速度突变
- 速度提升20%时,流量需下调15%(如从10L/min降至8.5L/min),避免保护气浪费;速度降低时需反向调整。
四、实操建议
-
试焊验证:
- 先用基准流量(如10mm喷嘴用10L/min)试焊,观察电弧稳定性及焊缝颜色(优质焊缝呈银白色或金黄色)。
- 若焊缝发灰或发黑,逐步增加流量;若出现气孔,先降低流量再检查气体纯度(氩气纯度应≥99.99%)。
-
参数匹配表(以10mm喷嘴为例):
电流(A) 流量(L/min) 焊接速度(cm/min) 适用板材厚度(mm) 50-100 8-10 15-20 0.5-2 100-150 10-12 20-25 2-4 150-200 12-15 25-30 4-6 -
设备检查:
- 确保氩气瓶压力≥0.8MPa,减压器输出压力稳定在0.3-0.5MPa。
- 检查焊枪气体透镜是否清洁,喷嘴内壁无飞溅物堵塞。

上海申中气体有限公司是专业的工业气体生产厂家,公司依托先进的科技之源,严格的科学管理态度,以独特的管理理念和经营思路,促进企业的发展。公司主要经营常规气体:氧气、氮气、氩气、氦气、氢气、甲烷、丙烷等瓶装压缩气体和溶解乙炔,液氧、液氮、液氩、干冰等深冷液化气体。其中特种气体广泛应用于航天、电子、光纤通讯、机械制造、食品、医疗等众多领域,可为稀有行业及特种行业等高端制造客户提供新选择。
如需要松江氩气、高纯氩气、氩气送货上门、上海氩气,请联系我们。
高纯氩气价格咨询电话:021-67858590,QQ:2904743912
| 上海什么地方有卖氩气 | 上海高纯氩气 | 上海氩气配送 |
| 上海氩气实时价格 | 上海氩气瓶租用 | 上海氩气送货上门 |
| 上海5N高纯氩气 | 附近哪里可以充氩气 | 上海氩气站电话 |
未经允许不得转载:上海申中气体有限公司 » 氩弧焊焊不锈钢法兰用多大电流
 氩弧焊的焊接电流和电压怎么配比较好
氩弧焊的焊接电流和电压怎么配比较好 二保焊与氩弧焊区别
二保焊与氩弧焊区别 电子特气在电子元件制造行业有什么作用
电子特气在电子元件制造行业有什么作用 氩气在半导体制造领域有什么作用
氩气在半导体制造领域有什么作用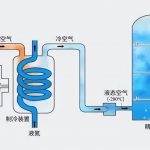 氩气是怎么生产出来的
氩气是怎么生产出来的 半导体行业使用氩气有什么作用
半导体行业使用氩气有什么作用 实验室使用的氩气有什么特点
实验室使用的氩气有什么特点
评论前必须登录!
登陆 注册